
个人号码:
18688780150(刘经理)




1. 物料分拣
在自动化作业当中,上下料抓取是很常见的场景,整个系统通过对物料进行图像抓取-分析-输出,推动机械手进行生产动作,实现对物料的抓取以及摆放。

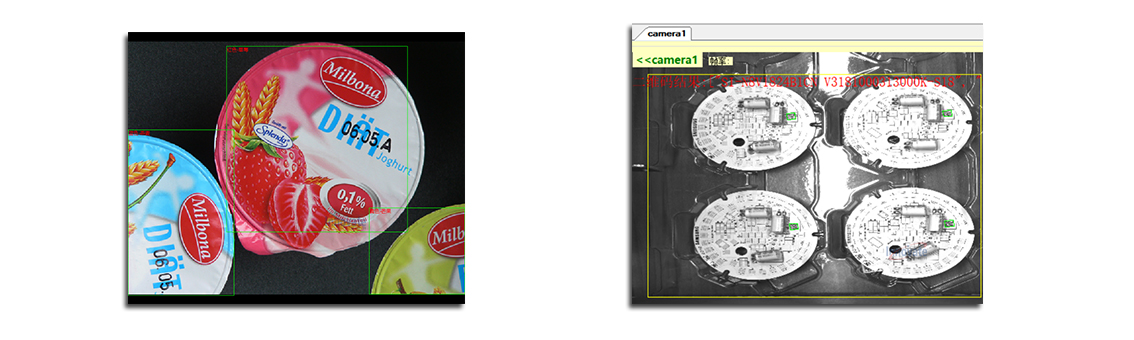
2. 图像检测
机器视觉大量应用于生产中,利用计算机视觉模拟人类视觉的工能,从具体的实物进行图像的采集处理、计算、最终进行实际检测、控制和应用。且结果具有客观性,检测效率高,检测精度高,可长时间工作。代替人工目测,避免了准确性低、误差大、易疲劳等问题。
3. 图像识别
简单来讲,即,使用机器视觉处理、分析图像,获得图像结果,可识别各种各样的对象和目标,应用广泛且功能强大。最常见的是读取条码-识别条码,对产品进行管理和追溯。
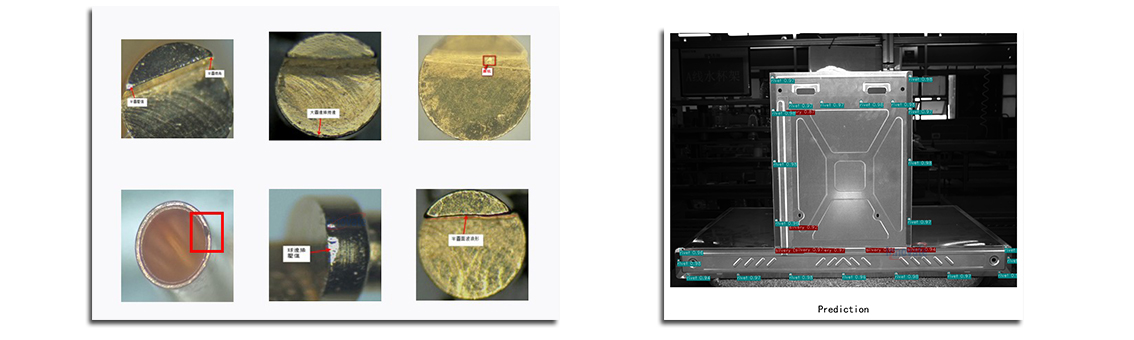
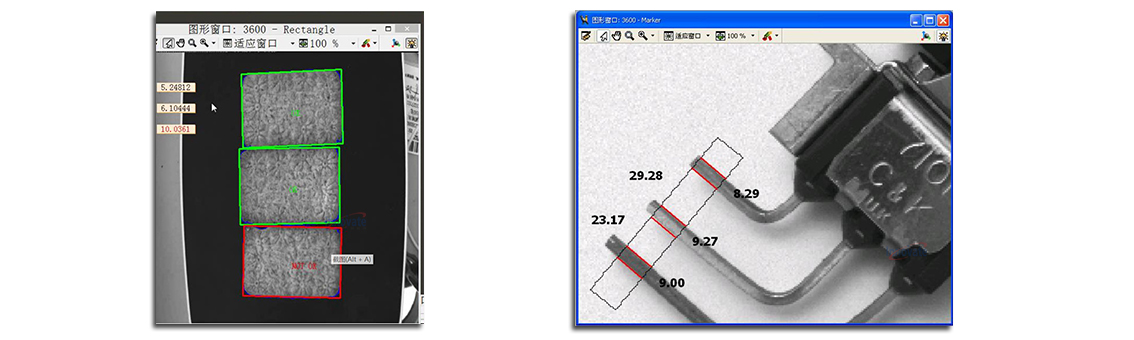
4. 物体测量
基于机器视觉的物体测量属于非接触式的测量,可检测目标的各种尺寸,同时避免了对产品进行的二次伤害。这项应用更多体现在精密制造行业当中,如螺纹检测、元件管脚检测等。
5. 视觉定位
利用机器视觉系统,对产品的特征位置进行取像处理分析,确定产品的坐标,进行自动化生产的下一步动作,避免生产混乱。

